

 United States
United States Global
Global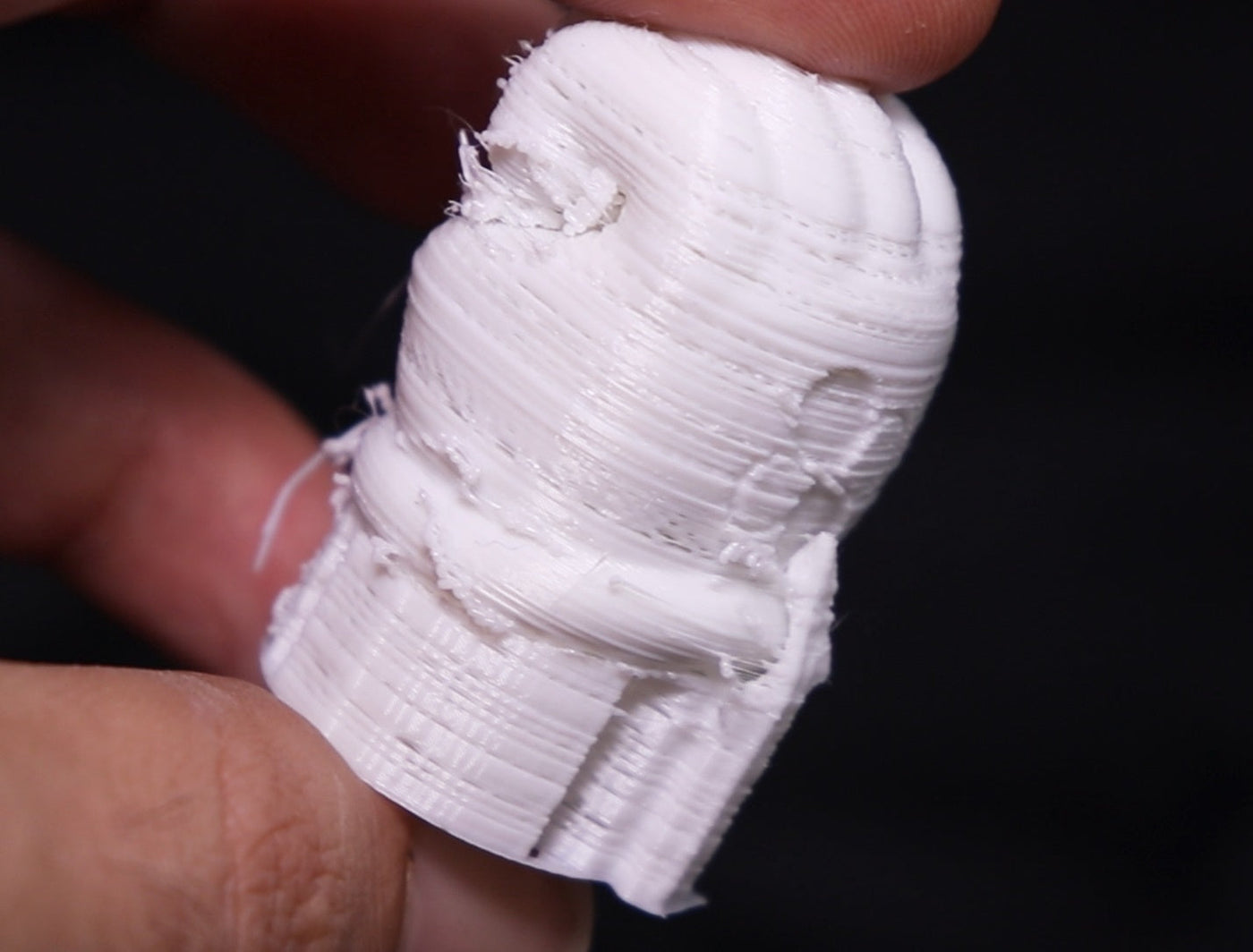
This particular problem in the photo above can also be known as “temporary under extrusion”, though it can also be as minimal as seeing some holes in your print.
Replace poorly made extruder
If you are using an extruder that you personally made, or one that is made with lack luster tolerances, I would suggest changing it.
At the minimum you should replace any home-made extruder with one made by a reputable manufacturer if this problem is occurring (which can be found for under $20 for non-geared). You can always reprint your home-made extruder parts after fixing this problem.
Check for extruder skipping
One of the main reasons this will occur is if your extruder motor is skipping. You can find out more by reading the "Extruder Motor Skipping" page.
Check that your extruder gear is attached to your stepper motor
The hobbed gear that is attached directly to your extruder stepper motor shaft is normally only held on by a small set screw. If this set screw isn’t pinching tight onto the extruder stepper shaft, then the stepper itself will turn while the gear is not. If it has a light hold on your stepper, it may turn sometimes and not others, leading to gaps in your layers. If it doesn’t have a grip at all, then your printer will look like it is printing, but no material is being fed.
Disassemble your extruder and make sure the set screw is tightly holding on this gear onto your stepper. If it spins freely or has any freeplay at all, you will surely have under extrusion or just missing layers. This is a pretty common reason temporary or complete under extrusion.
Holes at the end of every layer
Coasting is a great addition to slicers which allow for the last section of an extrusion path to be a travel path instead. This means it takes the oozed material and uses it to finish your layer, as to reduce blobs.
Coasting should only be used when working with a Bowden printer. If you have coasting turned on for a direct extrusion printer, you will inevitably have small holes when each layer finishes. You can actually see these holes in your slicer when you turn on “layer mode”. These holes are filled in by Bowden printers oozing, but you won’t experience this extreme oozing when using a direct extruder. This means you will just have holes after each layer finishes.
You can also have coasting set too high, so reduce the numbers if experiencing holes on a Bowden printer. Perhaps your Bowden is set up perfectly with the exact retraction settings you want, so just try turning coasting off if you are still having these holes at the end of every layer and see if the problem no longer occurs.
This problem is very common when you upgrade your extruder to be direct and you don’t change your slicer settings to accommodate. Retraction settings are much lower on direct extruders and you will want to make sure you turn coasting off.
Check Teflon/PTFE Tube on Non All-Metal Hotends
We generally recommend all-metal hotends, but the vast majority of inexpensive printers will not come with one. This means that your PTFE or Teflon tube will be pushed all the way to the heater break of your hotend. This is why you can’t print very high temperatures, since it will melt this tube.
If your PTFE tube isn’t pushed all the way into your hotend, it can cause minor clogs or issues that can lead to gaps in your layers.
Extruder idler tension
The idler on your extruder is what is creating the tension on your filament. Some basic extruders may not have one, but all extruders will have some form of spring that puts tension so that your filament is held tightly between the threaded bolt and the bearing (or both threaded bolts for dual drive extruders).
Confirm that the filament is held tight so that no slipping can occur. If you can easily push or pull filament through the extruder when the extruder has full tension, then you likely need to increase the tension. It shouldn’t be very easy to push or pull filament through an extruder that you are not manually keeping open. One reason for missing layers is that the filament is not held tightly enough.
Turn up your extrusion temperature
This can happen on a print when your hotend isn’t hot enough for the particular material you are printing.
Printing at too low of a temperature for your material can cause too little of filament to extrude. And this can happen at random times during your print rather than throughout, since the hotend doesn’t have enough time to heat the material when going at its top speeds. This would result in temporary under extrusion and missing layers.
Slow your print down.
Just as with running to low of a temperature, you can be feeding your filament too fast for either your extruder or your hotend.
This is a common solution to many printing problems. Slowing your printer down can not only help you to diagnose particular problems, your printer may actually require you to slow down. Don’t always believe manufacturers advertised printing speeds.
Make sure your fan isn’t dropping your printing temperature
If your active cooling fan is blowing onto the heaterblock and nozzle, rather than right below the nozzle, you can experience your extrusion temperature dropping in the middle of your print. Since we said that having your printing temperature too low can lead to this problem, your active cooling fan dropping the temperature can be the culprit as well.
Always use a silicone sock if possible on your heaterblock, since they will help to prevent any fluctuation. If possible, re-print your active cooling fan to one that blows downward and wraps around the nozzle. Search on thingiverse and elsewhere for a file if you are unable to design one yourself.
Filament Diameter Problems
You should always confirm that your filament diameter in your slicer settings match what you have on your spool. This should always be set to either 1.75mm or 2.85mm, since those are the only two standards used in 3D printing.
Potential under extrusion
For this particular issue, we would assume under-extrusion isn’t the main problem, but it could be adding to your problems. Since having a missing layer is temporary under extrusion, the rest of your print should be extruding properly. It still would not hurt to check your E-Steps, particularly on older or DIY machines.
Re-slice your part
If this is happening across multiple prints, then obviously re-slicing won’t fix your problem. But if you are only using the same G-Code, and the problems keep occurring at the same layer, it is worth your time to re-slice and export new G-Code.
Before exporting, go into the layer mode of your slicer and analyze.
Check your rods/rails, bearings/rollers, and lubricate
Be sure to look up and down your printer to see if there are any issues, and perform a full maintenance check.
Lubricating your rods obviously isn’t needed on rail systems, but all rods should be lubricated for bearings to move easily.
With your stepper motors disabled, move your hotend and build plate around its axis and check for any rough spots or where there is more friction than others. If there are rough spots, then you will need to lubricate, check your frame for any bends or misalignments, confirm your build plate corners are tightened too tight, and make sure your bearings/rollers aren’t broken.
You may need to replace your bearings and/or re-align your frame to make sure everything moves freely.
Extruder motor overheating
While this has never personally happened to me, I can only assume that your extruder motor, or stepper driver, overheating can lead to temporary under extrusion.
When stepper motors or stepper drivers overheat, they will not turn or work until cooled down to a working temperature. If this happens on your extruder stepper motor, then it won’t turn properly, under extrude, and then kick back on. If you swapped from a large extruder motor to a pancake stepper, you may need to reduce your VREF.
Your extruder stepper is working harder than any other axis, since it is under very high loads when forcing filament through the nozzle. If the stepper is running hot, you want to make sure that you have a heatsink attached to the motor, and a small one attached to your driver on your board.
Summary of Fixes and Precautions
• Replace a cheap or poorly made extruder.
• Check for extruder motor skips, and refer to that page if occurring.
• Make sure the gear attached to your stepper motor shaft is held on tight and that the set screw is doing its job.
• Turn off or lower coasting if you are experiencing holes at the end of every layer.
• Ensure your PTFE tube is pushed all the way to the heatbreak when using a non all-metal hotend.
• Turn up your extrusion temperature to closer to the top of the recommended range.
• Slow your print down, especially when using a stock non-geared extruder.
• Confirm that the printer isn’t dropping temperature mid print due to the active cooling fan.
• Confirm you are using the correct filament diameter, and that you are using from a reputable manufacturer tight tolerances.
• Check your E-steps as to not exasperate the problem.
• If occurring on one model, make sure to re-slice and examine the layers mode to see if the slicer is showing the problem.
• Do a physical mechanical check of your printer and perform all important mandatory maintenance.
• Make sure your extruder stepper or stepper driver isn’t overheating.